Where failures start: the most common steel coating defects
Steel structures fail in repeatable patterns—especially on EPC projects where shop coating meets site installation.
Peeling & delamination (intercoat or substrate)
What it looks like: sheets of coating lifting, often exposing a clean underside (intercoat delamination) or rusty substrate (adhesion loss to steel).
Typical trigger: poor surface prep, contamination, exceeded recoat window, or incompatible layers.
Blistering
What it looks like: bubbles under the film, sometimes “wet” when opened.
Typical trigger: salts/contamination, moisture entrapment, coating applied too close to dew point, or inadequate barrier design in wet-time zones.
Underfilm corrosion (rust creep)
What it looks like: rust spread under intact coating, then lifting at edges, welds, and overlaps.
Typical trigger: long wet-time + thin/porous barrier + contamination, especially in sheltered condensation areas and coastal zones.
Early rust breakthrough (details fail first)
What it looks like: rust at welds, sharp edges, bolts, and crevices while flat panels still look okay.
Typical trigger: insufficient film build at details, missing stripe coats, poor edge preparation, or mechanical damage during erection.
Failure-mode table (use this in kick-off meetings)
| Failure mode | Early warning sign | Most common root cause | Prevention control you can enforce |
|---|---|---|---|
| Peeling/delamination | Flaking at overlaps, “clean” underside | Recoat window missed, contamination, incompatibility | Recoat log + surface check; defined compatibility rules |
| Blistering | Pin blisters after rain/humidity cycle | Salts/moisture entrapment; coated too close to dew point | Salt/cleanliness checks; dew point hold point |
| Underfilm corrosion | Rust creep from joints | Wet-time underestimated; barrier build too weak | Zone mapping + barrier strategy in wet zones |
| Early edge rust | Rust at sharp edges first | Thin film at edges; no stripe coats | Edge treatment + stripe coat + extra DFT checks |
Trace it back: root causes behind steel structure coating failure
Most failures can be traced to one of four categories: preparation, system design, environment control, and workmanship discipline.
1) Surface preparation is inadequate (or not verified)
If you don’t control preparation, you don’t control service life. ISO/SSPC/NACE standards exist because “looks clean” isn’t measurable, and different grades allow different levels of remaining staining/shadowing. (For a practical explanation of ISO 8501 and SSPC/NACE surface preparation standards and how Sa 2.5 is commonly compared to near-white blasting, see Graco.)
Field mistake: specifying Sa 2.5 / SP10, but accepting “best effort” on site without documented hold points, profile checks, and contamination control.
2) The coating system is mismatched to the exposure
A “good epoxy” can fail if it’s used as a UV-exposed finish; a durable topcoat can fail if the barrier and detail strategy are weak. ISO 12944 is widely used to connect exposure severity (corrosivity) with durability planning and coating system selection, and it also covers atmospheric, immersed, and buried environments.
Field mistake: one system for the whole structure, even when sheltered wet-time zones behave more like “high severity” than the overall site.
3) Environmental and application controls are ignored
Condensation and humidity compress application windows and change cure behavior. When a crew paints close to dew point or recoats without surface conditioning, you often get blistering or delamination later.
Field mistake: no dew point logs, no recoat interval log, and no “stop work” criteria.
4) Workmanship and QC are not structured as deliverables
If the project has no QC dossier (prep acceptance, DFT by layer, recoat records, repair logs), you can’t prove compliance or diagnose failure quickly. A structured checklist with hold points (prep → priming → intermediate → topcoat → touch-up) is one of the fastest ways to reduce repeat defects.
Surface prep that prevents failure (what “Sa 2.5” means in practice)
Surface preparation affects adhesion and underfilm corrosion resistance more than any marketing claim.
Specify three things, not one
Instead of writing only “Sa 2.5,” specify:
- Prep standard + acceptance method (photos/standards + inspector sign-off).
- Surface profile/roughness requirement (method + acceptance range per spec).
- Contamination control (oil/grease, dust, and soluble salts where relevant).
Shop vs site reality (fabrication vs erection)
Shop conditions usually allow better blasting and controlled application; site conditions create damage and touch-up needs. Your spec should define how shop primer damage, field welds, and bolted assemblies will be repaired and re-verified.
System design mistakes that cause premature failure
These are “design stage” errors that appear later as “coating failure.”
Wrong primer choice for the corrosion mechanism
If the primer doesn’t provide the intended corrosion control (and doesn’t match the surface prep level), you’ll see early rust at defects and thin spots.
Barrier build too weak in wet-time zones
Sheltered condensation areas, water traps, and joints need a barrier strategy. When intermediate build is under-designed, rust creeps under the film even if the topcoat still looks good.
Topcoat durability doesn’t match exposure
Outdoor steel needs weathering resistance; coastal/industrial zones may also need better chemical resistance and cleanability. If the topcoat is mismatched, you get chalking, cracking, and faster breakdown that exposes the barrier layers.
Prevention playbook: how to avoid coating failures (step-by-step)
Step 1: Zone the steel structure by exposure
Split the asset into: fully weathered, sheltered condensation-prone, coastal salt deposition, chemical splash zones, and maintenance-access-limited areas.
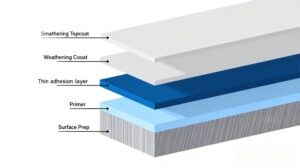
Step 2: Select a system architecture by zone (not one-size-fits-all)
Define layer roles (primer / barrier / topcoat) and detail strategy (edges, welds, bolts). If you want a system mindset reference for steel structures, see Steel Structure Coating Solutions.
Step 3: Write QC hold points into the method statement
At minimum:
- Hold point: surface prep acceptance before priming.
- Hold point: DFT checks by coat and extra readings at details.
- Hold point: recoat interval + surface condition verification.
A practical template for execution control is Steel Structure Coating Inspection Checklist.
Step 4: Plan repairability (because damage will happen)
Define touch-up materials, surface prep method for repair, feathering rules, and re-inspection requirements. This reduces “site improvisation,” which is a major cause of inconsistent performance.
Quality / inspection checklist (DFT, recoat, surface prep)
Use this as a punch-list to prevent repeat defects:
- Surface preparation: standard + acceptance criteria + inspector sign-off (hold point).
- Details: edges/welds/bolts require stripe coat and documented checks.
- DFT control: measured by layer as ranges per TDS, with extra readings at critical areas.
- Recoat control: record environmental conditions and recoat windows; no coating over condensation film.
- Repairs: documented repair method and re-inspection steps in the QC dossier.
Recommended coating systems for steel structures (failure-resistant approach)
Instead of “the best paint,” specify the system outcome:
- Corrosion control at defects (primer strategy)
- Barrier in wet-time zones (intermediate build)
- Weathering resistance where exposed (topcoat selection)
- Detail protection and repair plan
If your scope includes offshore/coastal or highly aggressive atmospheres, align your environment classification and durability planning to ISO 12944 concepts (corrosivity + durability + system specification). (Overview: Institute of Corrosion – ISO 12944.)
RFQ checklist (near end — send this to get an accurate recommendation)
To evaluate your current coating system or prevent failures on a new steel package, share:
- Country/region and environment: coastal vs inland industrial; sheltered wet zones; temperature/humidity pattern
- Steel scope: shop vs site split, field weld quantity, bolted connections, access constraints
- Substrate condition: new fabrication or maintenance; existing coating type/condition (if any)
- Available surface preparation methods (blast vs power tool) and constraints
- Durability expectation and maintenance strategy (first major maintenance target)
- Deliverables required: TDS/SDS, system recommendation, inspection checklist, repair procedure, batch traceability format
Technical Note
System selection, surface preparation level, DFT ranges, and acceptance criteria must be confirmed by the applicable TDS and project specification, and aligned to the environment classification and durability planning approach used (commonly ISO 12944).
CTA
Contact us to evaluate your current coating system and avoid costly steel structure coating failure—our technical team can review your exposure, surface preparation constraints, and QC plan, then provide a system recommendation and the required documentation via Contact.