Corrosion costs the global economy an estimated 3.4% of GDP annually — and unprotected or inadequately protected steel structures account for a significant share of that figure. For procurement engineers and asset owners in offshore, petrochemical, infrastructure, and industrial sectors, selecting the correct anti-corrosion coating system is not a cosmetic decision. It is an engineering decision with direct consequences for asset life, maintenance intervals, and total cost of ownership.
Yet ‘anti-corrosion coating’ covers an enormous range of products — from single-coat alkyd rust preventives to multi-layer epoxy/polyurethane systems rated to 25 years in the most aggressive marine environments. Specifying incorrectly — even between two products that appear similar — can cut coating service life in half.
This guide gives procurement engineers and project managers a structured framework for selecting, specifying, and qualifying anti-corrosion coating systems for steel structures with reference to ISO 12944, the international standard that governs this field.
Why Steel Corrodes — and What a Coating Actually Does
Steel corrodes because iron (Fe) is thermodynamically unstable in the presence of oxygen and moisture. The electrochemical corrosion reaction at the steel surface produces iron oxides — what we recognise as rust. The reaction accelerates in the presence of chloride ions (marine and coastal environments), sulphur dioxide (industrial atmospheres), and elevated temperature.
An anti-corrosion coating system works through three mechanisms — often in combination:
- Barrier protection: the coating film physically separates the steel from oxygen and moisture. Dense, low-permeability films (epoxy, glass flake) are the primary barrier systems. Effectiveness depends on DFT, film continuity, and adhesion.
- Inhibitive pigmentation: certain pigments (phosphate-based, zinc-based) release inhibiting ions that passivate the steel surface beneath the film — slowing the corrosion reaction even if the coating is partially permeated.
- Galvanic (sacrificial) protection: zinc-rich primers contain metallic zinc dust at high loading (typically 80–85% zinc by dry weight). The zinc corrodes preferentially — acting as a sacrificial anode — protecting bare steel at holidays, cuts, and damaged edges.
Most high-performance anti-corrosion systems combine all three mechanisms: a zinc-rich primer (galvanic protection) + an epoxy intermediate coat (barrier) + a polyurethane or epoxy topcoat (barrier + UV/weathering resistance).
ISO 12944: The Framework for Anti-Corrosion Coating Selection
ISO 12944 is the reference standard for protective paint systems for steel structures. If your project does not reference ISO 12944, it should. It provides a systematic framework for matching the coating system to the environment and the required service life — removing guesswork from the specification process.
The standard classifies corrosivity environments into six categories:
| Category | Environment | Typical Locations |
| C1 | Very low | Heated buildings — offices, schools, shops |
| C2 | Low | Unheated buildings — warehouses, sports halls; low-pollution rural areas |
| C3 | Medium | Urban/industrial atmospheres; coastal areas with low salinity |
| C4 | High | Industrial plants, chemical facilities; coastal/sheltered marine |
| C5 | Very high | Industrial areas with high humidity; aggressive marine coastal |
| CX | Extreme | Offshore/marine — permanent submersion or splash zone; tropical industrial |
| Im1 | Immersion — freshwater | River structures, hydroelectric installations |
| Im2 | Immersion — seawater/brackish | Harbour structures, offshore (tidal zone) |
| Im3 | Immersion — soil | Underground structures, buried pipework |
ISO 12944 also defines three durability ranges for coating systems:
- Low (L): 2–5 years first maintenance interval
- Medium (M): 5–15 years first maintenance interval
- High (H): more than 15 years first maintenance interval
Important: ISO 12944 durability is not the same as coating ‘lifetime’. It refers to the time to first major maintenance — not the total service life of the asset. A system rated H (>15 years) in C5 may protect the structure for 20–25 years before full recoating is needed.
�� Huili Coating systems are independently tested and certified to ISO 12944 for categories C3 through CX, with High (H) durability ratings. Full certification documentation available on request.
Anti-Corrosion Coating System Selection by Environment
The table below maps ISO 12944 corrosivity categories to recommended coating system types. These recommendations align with ISO 12944-5 system tables and reflect proven practice in industrial and offshore projects.
| Environment | ISO 12944 Category | Recommended System | Typical DFT | Durability |
| Urban industrial — inland | C3 | Epoxy primer + epoxy MIO intermediate + PU topcoat | 200–240 µm | High (H) |
| Industrial coastal | C4 | Zinc-rich epoxy primer + epoxy intermediate + PU topcoat | 260–320 µm | High (H) |
| Aggressive industrial / marine coastal | C5 | Zinc-rich primer + glass flake epoxy + PU topcoat | 320–400 µm | High (H) |
| Offshore — atmospheric zone | CX | Zinc-rich primer + glass flake epoxy (2 coats) + PU topcoat | 400–500 µm | High (H) |
| Offshore — splash zone | CX / Im2 | Glass flake epoxy system (solvent-free, high-build) | 600–1500 µm | High (H) |
| Buried / underground steel | Im3 | Coal tar epoxy or solvent-free epoxy (holiday-tested) | 400–800 µm | High (H) |
�� Exact system selection must be confirmed against the project’s specific exposure conditions, substrate condition, and application constraints. The above is a guide — not a substitute for engineering specification. Contact Huili Coating’s technical team for project-specific system recommendations.
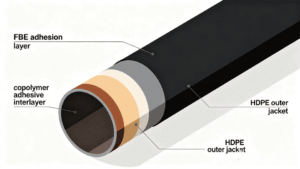
The Three-Coat System: How High-Performance Anti-Corrosion Systems Are Built
Most high-performance anti-corrosion systems for steel structures follow a three-coat architecture. Understanding the function of each coat allows engineers to evaluate whether a proposed specification is fit for purpose.
Coat 1 — Primer
The primer is the most critical coat. It bonds directly to the steel substrate and provides the primary corrosion protection mechanism. Two primer types dominate industrial and offshore specifications:
- Zinc-rich epoxy primer (organic): 80–85% metallic zinc by dry weight; provides galvanic protection; excellent adhesion to blast-cleaned steel; industry standard for C4–CX applications. Typical DFT: 60–80 µm.
- Inorganic zinc silicate primer: higher zinc content; superior heat resistance (to 400°C); preferred in high-temperature plant and offshore topsides; requires more controlled application conditions. Typical DFT: 60–75 µm.
- Epoxy primer (non-zinc): used where galvanic protection is not required (C3 and below); phosphate or amine-cured; lower cost. Typical DFT: 50–80 µm.
Coat 2 — Intermediate / Build Coat
The intermediate coat builds total DFT, enhances barrier performance, and bridges the primer to the topcoat. For C4 and above, high-build epoxy or glass flake epoxy is standard.
- High-build epoxy (solvent-free or low-solvent): excellent barrier; good chemical resistance; compatible with zinc primers. Typical DFT: 100–200 µm per coat.
- Glass flake epoxy: reinforced with platelet-shaped glass flakes that create a tortuous diffusion path for moisture and ions — significantly outperforming standard epoxy in C5 and CX environments. Typical DFT: 150–300 µm per coat.
- Epoxy MIO (micaceous iron oxide): MIO pigment improves barrier performance and UV stability; used as both intermediate and finish in atmospheric service. Typical DFT: 80–120 µm.
Coat 3 — Topcoat / Finish Coat
The topcoat provides the final barrier against weathering, UV degradation, and physical abrasion, and determines the appearance of the structure. For industrial and offshore applications, two topcoat types dominate:
- Polyurethane (PU) topcoat: excellent UV resistance; good colour and gloss retention; resistant to weathering, rain, and mild chemical splash. The standard choice for atmospheric exposure. Typical DFT: 50–80 µm.
- Epoxy topcoat: superior chemical resistance; used where chemical splash is a risk; chalks under UV exposure so not ideal for colour-critical applications. Typical DFT: 60–100 µm.
- Fluoropolymer / FEVE topcoat: premium option for very long service life requirements; excellent UV and chemical resistance; higher cost — used for bridges, landmark structures, and critical infrastructure.
Surface Preparation: The Factor That Determines System Performance
Surface preparation is responsible for more anti-corrosion coating failures than any other single factor. The most expensive, correctly specified coating system will fail within months on an improperly prepared surface. Do not compromise on surface preparation requirements.
Key requirements for steel structures:
- Blast cleanliness: ISO 8501-1 Sa 2½ (SSPC-SP 10 near-white blast) is the standard minimum for high-performance epoxy and zinc-rich systems. Sa 3 (white metal) is required for some offshore immersion zone specifications.
- Surface profile: Rz 40–85 µm is typical for epoxy systems; coarser profiles (Rz 60–100 µm) for glass flake systems. Profile is measured per ISO 8503.
- Chloride contamination: ≤ 20 mg/m² for C4 and above (Bresle patch method, ISO 8502-9). Some offshore specifications require ≤ 10 mg/m² for splash zone and immersion service.
- Surface temperature: substrate must be at least 3°C above dew point at time of application. Measure with a calibrated surface thermometer and hygrometer.
- Application window: apply first coat within 4 hours of blasting — before visible oxidation (flash rusting) occurs. In humid coastal environments, this window may be shorter.
| Preparation Standard | Equivalent | When Required |
| ISO 8501-1 Sa 2½ | SSPC-SP 10 Near-White Blast | Standard for C4, C5, CX — most industrial/offshore specs |
| ISO 8501-1 Sa 3 | SSPC-SP 5 White Metal Blast | Immersion zones, very aggressive CX environments |
| ISO 8501-1 Sa 2 | SSPC-SP 6 Commercial Blast | Minimum for C3; not acceptable for zinc-rich primers |
| ISO 8501-1 St 3 | SSPC-SP 3 Power Tool (Thorough) | Emergency/spot repair only; not acceptable for new work |
Key Performance Tests to Request from Your Supplier
When evaluating anti-corrosion coating systems for industrial or offshore steel structures, independent test data is essential. Do not accept manufacturer-stated performance claims without supporting test reports. The following tests are industry standard:
| Test | Standard | What It Confirms |
| Salt spray / neutral salt fog | ISO 9227 (ASTM B117) | Barrier and cathodic protection performance — typically 1,000–5,000 hours for C5/CX systems |
| Adhesion (pull-off) | ISO 4624 (ASTM D4541) | Bond strength to substrate — minimum 5 MPa for most industrial primers |
| Cathodic disbondment | ISO 15711 | Resistance to undercutting from cathodic protection current — critical for Im2/Im3 service |
| Humidity resistance | ISO 6270-2 | Resistance to moisture permeation and blistering |
| Flexibility / bend test | ISO 1519 | Film integrity under mechanical deformation — important for structural members |
| Chemical resistance | ISO 2812 | Resistance to splash exposure from process chemicals, fuels, acids |
| Accelerated weathering / UV | ISO 16474-3 (QUV) | Colour and gloss retention of topcoat — important for PU finish evaluation |
�� Huili Coating provides a full test report package for all major coating systems — including ISO 9227 salt spray (3,000hr for C5 systems; 4,200hr for CX systems), ISO 4624 adhesion, and cathodic disbondment data per ISO 15711. Reports from accredited third-party laboratories. Available on request with technical data sheet.
Procurement Checklist: What to Ask Your Anti-Corrosion Coating Supplier
For B2B procurement of industrial anti-corrosion coating systems, use the following checklist when evaluating suppliers and systems. A credible supplier should be able to provide all of the following without hesitation.
Technical Documentation
- Technical Data Sheet (TDS) — confirms DFT range, pot life, recoat window, application conditions, and compliance standards
- Safety Data Sheet (SDS/MSDS) — required for import, storage, and worker safety compliance in all markets
- Application Procedure Document — specific written procedure for your project’s surface prep, mixing, application method, DFT targets, and inspection hold points
- Chemical Resistance Guide — confirms suitability for specific splash or immersion service chemicals
Performance Evidence
- ISO 9227 salt spray test report — verify hours tested and pass criteria (no blistering, creep from scribe ≤ specification)
- ISO 4624 adhesion test report — minimum values per system layer
- ISO 12944 certification or compliance statement — confirms system has been validated to the relevant corrosivity category and durability class
- Cathodic disbondment data — required for any Im2 (seawater immersion) or buried pipeline application
Quality and Compliance
- ISO 9001 certification — confirms documented quality management system at the manufacturing facility
- Batch-level quality control records — COA (Certificate of Analysis) confirming viscosity, density, and non-volatile content for each shipment batch
- VOC declaration — required for EU and many Middle East market compliance
- Export documentation capability — MSDS in destination country language; compliance with destination market chemical regulations
Supplier Capability
- Minimum order quantity (MOQ) flexibility — confirm MOQ aligns with project volume; many manufacturers have higher MOQs for export supply
- Lead time — standard and expedited lead times from order to delivery at port
- Technical support in English — engineering support for system selection, application troubleshooting, and inspection queries
- Reference projects — verifiable references from comparable applications (environment, substrate, system type)
Total Cost of Ownership: Why Initial Coating Cost Is the Wrong Metric
A common procurement error is evaluating anti-corrosion coating systems on unit price per litre rather than on total cost of ownership over the asset’s service life. The lowest-cost coating system is almost never the lowest-cost option over 10–25 years.
Consider a simplified comparison for a C5 offshore structure requiring 5,000 m² of anti-corrosion coating:
| Factor | Low-Cost System | High-Performance System |
| Initial coating cost | Lower | Higher (+20–35%) |
| Expected first maintenance (years) | 5–8 years | 15–20 years |
| Maintenance cycles over 25 years | 3–4 full recoats | 1–2 full recoats |
| Recoat cost per cycle (offshore access) | High — scaffolding, surface prep, labour | High — same per cycle |
| Total 25-year cost | Significantly higher | Lower overall |
| Production downtime avoided | More shutdowns for maintenance | Fewer shutdowns |
In offshore and industrial environments where access costs and production downtime are factored in, a high-performance anti-corrosion system typically pays back its premium in the first maintenance cycle avoided. Specify for whole-life cost — not unit price.
Frequently Asked Questions
What is the difference between anti-corrosion coating and rust-preventive paint?
Rust-preventive paint is a general term for any coating that slows corrosion — including simple alkyd or oil-based primers used in mild environments. Anti-corrosion coating typically refers to engineered, high-performance systems (epoxy, zinc-rich, glass flake) designed to protect steel in moderate to severe environments (C3–CX) for extended service life. For industrial plant, offshore structures, and chemical facilities, ‘anti-corrosion coating’ in the ISO 12944 sense is always the correct specification.
How thick should an anti-corrosion coating system be for offshore steel?
For offshore atmospheric zones, classified as CX under ISO 12944 corrosion categories, total dry film thickness is typically 400–500 µm for a three-coat zinc-rich, glass flake epoxy, and PU system. For splash zone applications, 600–1,500 µm of glass flake epoxy, usually solvent-free and high-build, is standard. DFT targets are specified per SSPC-PA 2 measurement protocols, typically with at least 5 spot readings per 10 m² and no single reading below 80% of the specified minimum.For offshore atmospheric zones (CX per ISO 12944), total dry film thickness (DFT) is typically 400–500 µm for a three-coat zinc-rich/glass flake epoxy/PU system. For splash zone applications, 600–1,500 µm of glass flake epoxy (solvent-free, high-build) is standard. DFT targets are specified per SSPC-PA 2 measurement protocols — minimum 5 spot readings per 10 m², with no single reading below 80% of the specified minimum.
Can anti-corrosion coatings be applied over existing old coatings?
Only if the existing coating is fully adhered, compatible with the new system, and the surface has been properly prepared (minimum SSPC-SP 6 for marginal condition; SSPC-SP 10 preferred). In practice, for high-performance applications (C5, CX), full removal to Sa 2½ bare steel is almost always required — the presence of aged, weakly adhered existing coating undermines the new system’s adhesion and creates a weak interlayer. Always conduct adhesion pull-off testing (ISO 4624) on existing coatings before deciding whether overcoating is viable.
What is the correct zinc content for a zinc-rich primer?
ISO 12944-5 defines zinc-rich primers as containing a minimum of 80% metallic zinc by weight in the dry film for organic (epoxy) binders, and 77% for inorganic (silicate) binders. These minimum levels are required to achieve sufficient particle-to-particle contact for galvanic protection. Products marketed as ‘zinc-rich’ below these thresholds provide inhibitive protection, not galvanic protection — a meaningful performance difference in aggressive environments. Always verify zinc content from the TDS, not marketing materials.
What certifications should I require for anti-corrosion coatings going to the Middle East or Southeast Asia?
Requirements vary by country and application type, but for industrial and offshore projects the following are commonly required: ISO 12944 compliance documentation (for the relevant corrosivity category); ISO 9001 manufacturer certification; SDS/MSDS translated into local language (Arabic for Gulf states; Bahasa/English for ASEAN markets); VOC declaration for UAE and Singapore-regulated projects; and for petrochemical/EPC projects, NORSOK M-501 or SAES (Saudi Aramco Engineering Standard) compliance may be required by the main contractor.
Specify with Confidence — Technical Support from Huili Coating
Huili Coating manufactures a complete range of anti-corrosion coating systems for steel structures in industrial, offshore, and infrastructure applications — from C3 urban environments to CX extreme offshore service.
- Full ISO 12944 system range: C3 through CX, Low through High durability
- Zinc-rich epoxy primers, glass flake epoxy intermediates, polyurethane topcoats
- Third-party test reports: ISO 9227 (3,000–4,200hr), ISO 4624, cathodic disbondment
- ISO 9001 certified manufacturing
- Export supply to Europe, Middle East, and Southeast Asia — full English documentation
- Project engineering support: system selection, application procedures, inspection requirements
Tell us your ISO 12944 corrosivity category, required durability class, and substrate condition, and the technical team will recommend a validated system with full documentation. Contact us through the technical support contact page.